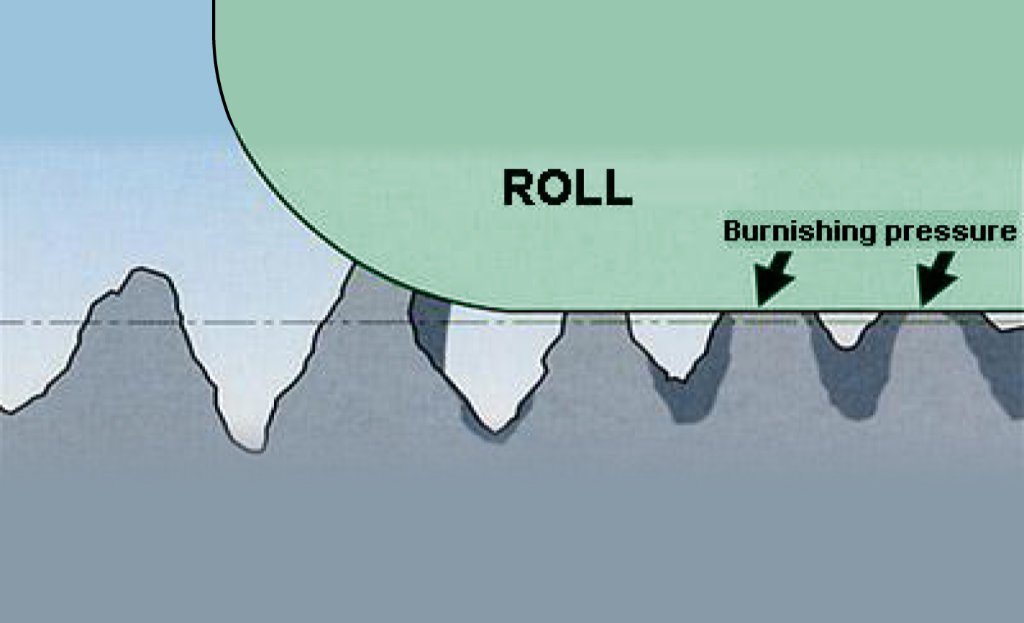
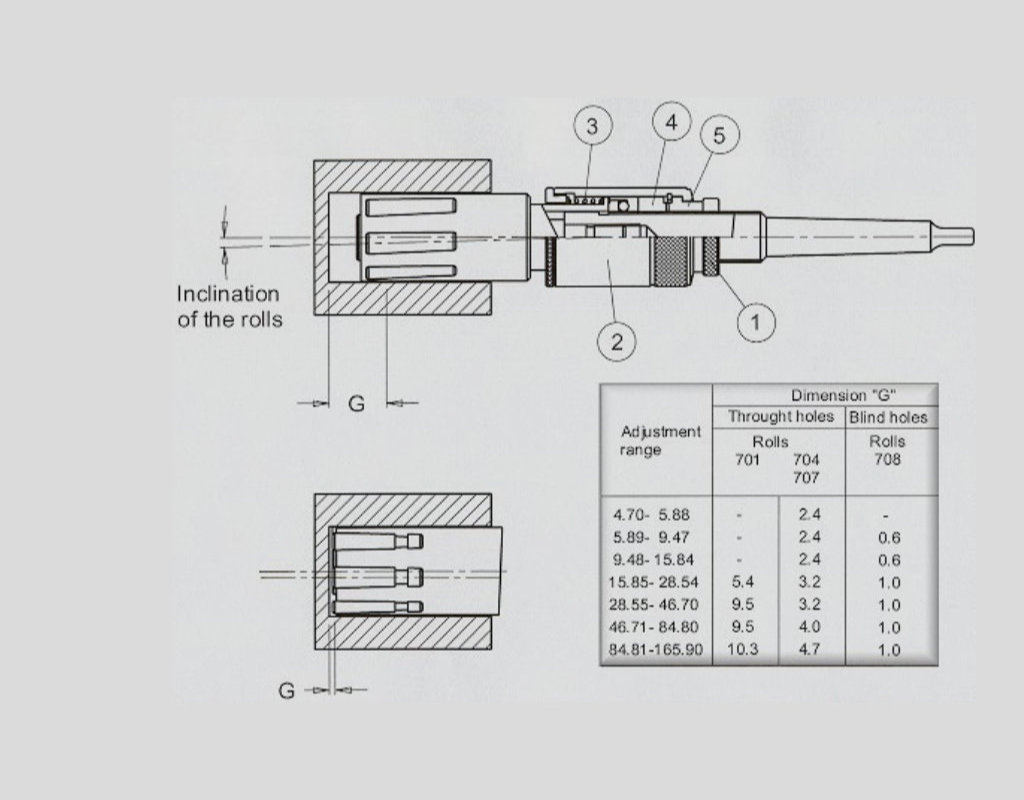
HOW IT WORKS
The roller burnishing tool must be aligned with the workpiece (maximum error 0,1); if there are doubts on the alignment error, a floating shank is needed. When the tool is in the bore, the cone pushes the rolls onto the surface to be burnished. The cage retains the rolls in an angled position to the axis of the tool, so the pressure of the burnishing generates a self feed that draws the tool into the bore. When self feed is not required, i.e. blind hole applications, you must use a cage which holds the rolls parallel with the axis of the tool. If the machine feed is stopped or slower than the natural rate, the rolls pull the cage, held in position by the release spring (item 3), and they then release from the surface of the bore. The release of the rolls permits the quick retraction from the bore (see table dimension "G"). The release spring will ensure the rolls are in the correct position to burnish the required diameter. The roller burnishing tool requires lubrication not cooling. A plentifull supply of lubricant must be fad directly to tool to provide a good flushing and cleaning action. It is recommended that a filter is fitted to the lubrication system to prevent the circulation of chips which may cause damage to the burnished surface and the tool.